Блок динамической фокусировки также состоит из n каналов. Каждый канал содержит регистр, секцию точных задержек и секцию грубых задержек. Напомним, что динамическая фокусировка предусматривает большое количество фокусов для эхо-сигналов – 8 –16. Информация о задержках для каждого следующего фокуса во всех каналах должна быть подготовлена, пока луч движется к нему от предыдущего. Для этого используется общий дешифратор и двухступенчатые регистры. На системной шине поочередно выставляются данные о задержках и адреса. Дешифратор расшифровывает адрес и вырабатывает импульс загрузки L, по которому данные загружаются в первую ступень соответствующего регистра. Так будет подготовлена информация по всем каналам. В расчетное время на входы С всех регистров действует специальный фокусный импульс ФИ, который переносит данные во вторую ступень, т.е. на выход. Пять младших разрядов данных используются побитно для управления коммутирующими ключами секции точной задержки, а три старших – для адресного управления мультиплексором, подключающим канал к секции грубой задержки. Коммутирующие ключи S1 – S5 вводят или исключают LC-звенья точной задержки. Очевидно, что время точной задержки можно регулировать в диапазоне t1 – 31t1.
Сигналы отдельных каналов суммируются в общей линии грубых задержек. С помощью коммутаторов-мультиплексоров они могут подключаться к любой ее точке. Чем дальше точка подключения отстоит от выхода линии, тем больше будет задержка. Задержки звеньев общей линии Т1 – Т7 можно взять одинаковыми. Если минимальную задержку t1 точной секции выбрать равной 7 нс, то задержки Т1 – Т7 можно взять равными 200 нс. Не следует однако думать, что звенья с большими задержками можно выполнить из одной большой индуктивности и одной большой емкости. Они также дробятся на маленькие звенья, чтобы как можно точнее копировать свойства длинных линий. Иными словами, общее количество LC- звеньев получается очень большим. Их изготовление требует кропотливой ручной работы и практически не поддается автоматизации.
Ведутся разработки искусственных линий задержки в виде полосковых линий с распределенными параметрами. Конструкция одной из таких линий представлена на рис.11.
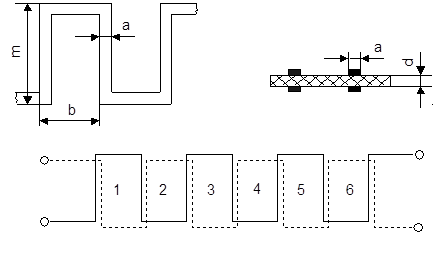 |
Рисунок 11. Полосковая линия задержки
Она выполняется фотогальваническим способом из двухстороннего фольгированного стеклотекстолита и состоит из двух зигзагообразных дорожек (меандров), сдвинутых на половину пространственного периода. Распределенные емкость и индуктивность такой линии определяются толщиной стеклотекстолита, шириной дорожек и размерами окна. Индуктивность и емкость одного звена рассчитываются по формулам
![]() ;
; ![]() ,
,
где
![]() , Гн/м ;
, Гн/м ; ![]() , Ф/м.
, Ф/м.
Для стеклотекстолита ![]() = 4,92.
= 4,92.
Волновое сопротивление и время задержки линии определяются по формулам
 ; tз = n
; tз = n![]() .
.
Для получения длительности задержки в 12,5 нс требуется около 60 звеньев с параметрами a = 0,5 мм; b = 1 мм; m = 5 мм; d = 0,02 мм. Длина линии при этом получается около 70 мм а волновое сопротивление – 100 Ом. Для сравнения заметим, что такую же задержку можно получить с помощью отрезка коаксиального кабеля длиной 2 –3 м. Чтобы получить большие задержки, из таких печатных линий составляют многослойную сборку. Технология изготовления полосковых линий намного проще, чем линий типа LC. Большинство операций здесь можно автоматизировать и только на заключительной стадии требуется ручная сборка.
Полосковая линия задержки является симметричной линией и поэтому ее выводы нельзя заземлять, а для соединения с другими устройствами приходится применять согласующие каскады – обычно дифференциальные усилители на транзисторах (рис.12). Перейти на страницу: 1 2 3
Советуем почитать:
Разработка печатного узла Современные электронные средства проектируются с использованием интегральных схем высокой степени интеграции и элементной базы, монтируемой на поверхность. Это позволяет существенно расширит ...
Разработка датчика сетки частот генератора сигналов низкой частоты Измерением называется физический опыт, в результате которого находят численное значение измеряемой физической величины. Измерения являются важнейшим этапом деятельности работников всех ...
Источники питания электронных устройств Применение различного рода электронных устройств для управления производственными процессами подразумевает использование электрической энергии определенного вида для их питания (постоян ...